PRODUCTS製品案内

ローラーコンパクターROLLER COMPACTOR
油圧で加圧した一対のローラー間に材料を供給し粉体を連続成形
- 竪型オーガーで材料のプレ圧縮し供給することで安定した連続成形に対応。
- 用途に応じて、圧縮ロールの材質や形状の選択が可能。
- 後工程で未成形粉を分級回収し、再供給することで歩留まりを向上。
標準対応
 連続処理
連続処理 乾式対応製品
乾式対応製品 インバータ
インバータ
可変速
製品概要
圧縮力を受けながら回転する一対のローラー間に材料を通し、連続成形を行います。駆動ローラーと従動ローラーはギヤー連結され、インバーターで可変速制御を行います。従動ローラーには油圧式シリンダー2本が装着され、手動もしくは油圧ポンプから加圧されます。N2ガスを封入したプラダ型アキュームレーターが油圧配管に組み込まれ、材料通過時のローラ-反力やポンプ脈動を吸収して安定した圧縮力を保持します。模式図に示すニップゾーンでの粉体の滞留時間と成形圧力が連続成形のファクターとなります。ニップゾーンにおける粉体層は、ローラー回転による喰い込みの進行で脱気されて空間率が小さくなり圧縮成形が促進されます。喰い込み速度(ローラー周速)と粉体の脱気速度のバランスにより成形の良否が決定されます。
成形過程においてローラーをスルーした未成形粉は、下流の分級装置で成形品と篩分けしリターンされ再成形を行います。材料供給ホッパー内のオーガーは、リターン材と新材を効率良く混合しプレ圧縮しながらコンパクターへ材料供給を行います。成形品はバーティカルグラニュレーターなどで粗粉砕・整粒します。
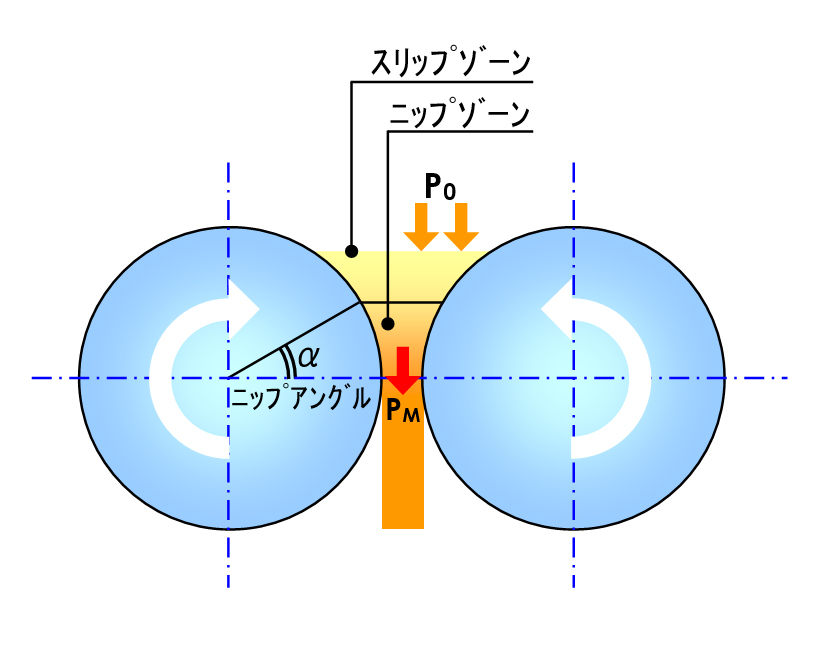
1. 圧縮模式図
2. 成形挙動
1. 圧縮模式図
材料の連続成形はニップゾーンにおける粉体の滞留時間と成形圧力で決定されます。またオーガー押込圧Poとローラー間の最大圧PMの圧縮圧力比 PM/Poが成形品の強度を決定します。
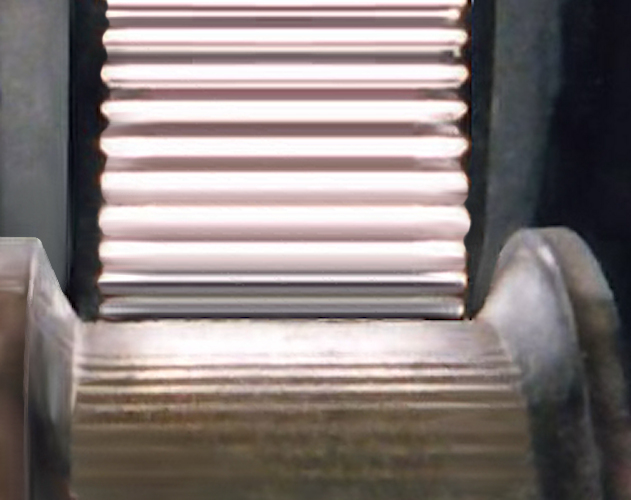
2. 成形挙動
排出口側から成形状態を撮影したものです。ローラー側面のツバによって成形中の材料流出が規制され、未成形粉体が発生しません。
3. ツバ付ローラー
4. 波形ローラー
3. つば付ローラー
ローラー側面にツバを配置し、成形時に材料が側面方向へ流出するのを規制します。材料への圧力伝播が改善し成形性と歩留まりを向上します。
4. 波形ローラー
ローラー表面に波形加工を行い、凹凸に合わせて2本のローターを配置します。凹凸部に供給された材料は棒形状に成形されます。

【 片支持ローラーコンパクター】
加圧ローラーを片支持として前面に点検口を配置したコンパクターです。大口径のローラーを採用し材料の喰い込み角を深くすることで材料の成形性を向上させます。フラットローラーの側面には、材料流出防止として規制ガイド板が配置されています。
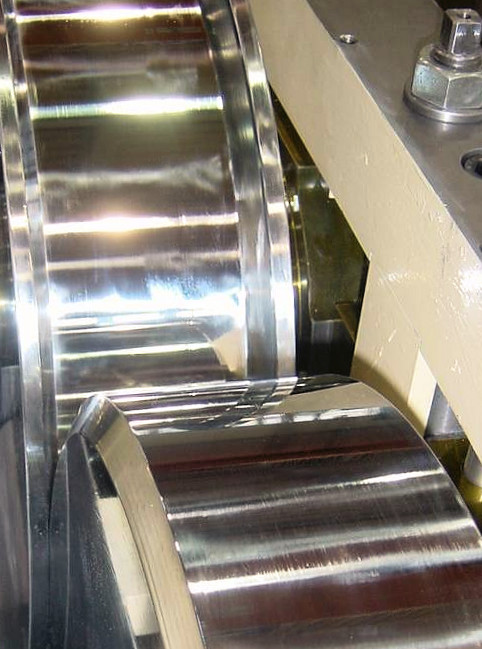
●弊社本社工場には写真のSC-205MやRC-330テスト機を常設しています。テスト結果を踏まえローラー加圧力や材料供給速度など実機に則した仕様の決定を行います。
型 式:SC-205M
ローラー:Φ500×120W High-Mn鋼/表面硬質Crメッキ処理 フラット形状
加圧機構:手動油圧シリンダー70MPa プラダ型N2アキュームレーター
加圧動力:15kW 4P インバーター可変速
付帯機器:材料供給オーガー スクリュープレ圧縮 3.7kW 4P インバーター可変速
オプション対応
■ 乾式 / ■ 湿式 / ■ 熱 / ■ ガス / ■ 材質
 |
材料の特性(含水率・硬度・コンタミ)に応じて、加圧ローラーの材質を選定します。 各種の金属(SUS,S45C,High-Mn鋼など)やセラミックでの製作に対応致します。 |
|---|---|
 |
材料の特性(含水率・硬度・コンタミ)に応じて、加圧ローラーの形状を選定します。 フラット、つば付き、波形などのローラー製作に対応致します。 |
 |
成形性の改善として、供給ホッパー内で材料の調湿処理が可能です。 材料の特性に応じて、液剤の噴霧や滴下とオーガー羽根での混合を行います。 |
 |
ケーシングの前後を気密構造としてガス雰囲気置換が可能です。置換ガスは微陽圧として、パージします。 造粒品の排出部は、下流機器を密閉構造とし大気遮断を行う構造となります。 |
※上記オプション対応が可能です。各仕様は、別途詳細打ち合わせに基づき決定いたします。弊社営業までお問い合わせください。
シリーズ
表を横にスクロール →
|
型式 |
処理量 (m3/h) |
電動機 (kw) |
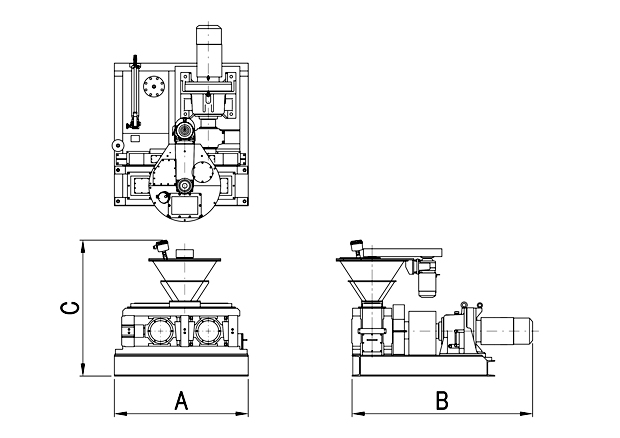
外形寸法 (mm) |
||
|
機長L |
機幅W |
全高H |
|||
|
RCP-105F |
〜2 |
14.7 | 2,250 | 1,350 | 1,620 |
|
RCP-205F |
〜3 |
18.7 | 2,750 | 1,600 | 1,750 |
|
RCP-305F |
〜5 |
27.5 | 3,250 | 1,820 | 1,900 |
※造粒形状・能力は対象材料・条件によって変動します
※上記型式以外にも各種ラインアップを揃えています。





